
Характеристики и описание
- Страна производительУкраина
- Буквенные клеммыкириллица
- Цифровые клеммыарабские
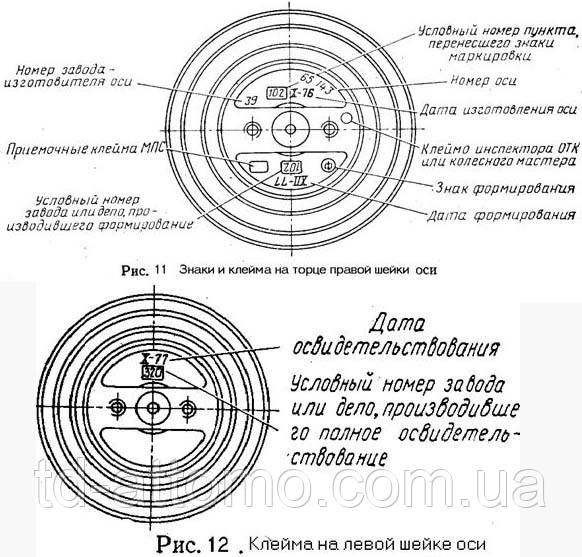
Клеймение оси производят в два приема: вначале клейма ставят на необработанной оси в средней ее части, а после обработки оси клейма переносят на правую торцовую часть. При формировании, а также при освидетельствовании колесной пары с выпрессовкой оси ставят дополнительные клейма на правом торце оси. При полном освидетельствовании колесной пары дополнительные клейма (номер ремонтного пункта, дата освидетельствования и клейма приемщиков) ставят на левом торце оси.
Клеймение бандажей производят на боковой наружной грани, у колесных центров клейма наносят на наружной стороне ступицы, клеймение цельнокатаных колес производят на боковой поверхности обода, у зубчатых колес клейма наносят на венцах.
На моторных вагонах колесные центры спицевые, на прицепных — цельнокатаные. Колесный центр моторного вагона состоит из ступицы, которая насаживается на ось (ступица может быть нормальной и удлиненной для установки зубчатого колеса), обода со съемным бандажом и спиц, соединяющих обод и ступицу. Цельнокатаное колесо состоит из ступицы, обода и соединяющего их диска. Центры отливаются из углеродистой стали марки 25ЛШ.
Был online: 01.05

Рейтинг не сформирован
10 лет на Prom.ua
100+ заказов
Отзывы о продавце
- Покупатель21.02.2023Со мной не связались
- Покупатель16.08.2017Цена которая выставлена оказывается неактуальна.Перезванивать никто и не собирался,смс с ценой прислали через сутки.Актуальное описаниеСо мной не связалисьЦена выше заявленной
Похожее у продавца








Покупают вместе у этого продавца





















Железнодорожное клеймо. Клеймо колесных пар.
Под заказ. Доставка с 12.05.2024
10+ купили
Цену уточняйте
Заказ у продавца — от 500 ₴
Харьков •
Доставка
 Нова Пошта
Нова Пошта
Оплата и гарантии
 Оплата по реквизитам
Оплата по реквизитам Наличными
Наличными Оплата на счетIBAN UA743003460000026005019146701
Оплата на счетIBAN UA743003460000026005019146701
Похожее у других продавцов













